
作为前GE和特斯拉六西格玛黑带,我太熟悉产线上那令人哭笑不得的场景了:控制图画得整整齐齐,数据点稳稳当当,CPK报告漂漂亮亮,结果呢?不良品像长了腿一样,绕过所有“监控”,大摇大摆跑到客户那里!老板拍桌子,质量经理背锅,工程师一脸懵:“图都合格啊,问题出在哪?” 醒醒吧各位,你很可能正被“纸面稳定”狠狠忽悠. 今天,就让我这个在GE跟各种“假稳定”斗智斗勇多年的老黑带,扒开SPC的华丽外衣,揪出让你不良品照样外逃的“真凶”。
想象一下:产线末端,检验员小李正一丝不苟地测量着产品关键尺寸,工整地记录在Excel表格里。隔壁办公室,王工熟练地调出SPC模板,把数据粘贴进去,自动生成Xbar-R图。嗯,所有点都在控制限内,CPK=1.45,完美。报告打印出来,签字归档,任务完成,皆大欢喜。可惜,几天后,客户投诉电话像催命符一样响起:“你们这批货,XX尺寸超差严重,产线都停了!” 王工冲回产线翻出那张“完美”的控制图,眼珠子都快瞪出来了:“没道理啊,图上一点问题都没有啊!” 这场景,熟不熟悉?控制图天天画,不良品照样跑,问题就出在这份虚假的“岁月静好”上。 你的SPC,很可能只是管理层案头一张漂亮的废纸,根本没起到预警作用。为什么?有三大“真凶”在作祟。
真凶一:子组?随便抽几个量一下不就行了?(痛点:监控失效,变异被掩盖)
“纸面稳定”假象: 控制图上点很“乖”,都在控制限内波动。工程师觉得“稳了”。但不良品就是能溜出去。
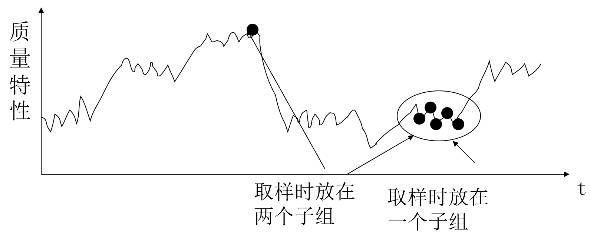
真相是什么? SPC的核心是区分普通原因变异(过程固有,需系统改进)和特殊原因变异(突发异常,需立即消除)。子组(Subgroup)的合理抽取,是SPC的灵魂。 它必须能代表短时间内的连续生产,目的是捕捉组内变异(普通原因),通过组间均值/极差的变化来探测特殊原因。随便抽几个不同时间点、不同设备、不同批次的产品凑成一个子组?恭喜你,你成功地把特殊原因变异“平均”进了组内,让控制图变得异常“温顺”,失去了对突发异常的敏感度,垃圾子组,必然产出垃圾控制图。
案例: 某家电厂电机轴径控制。工程师为了“方便”,规定每2小时从产线“随意”抽取5件产品测量(可能来自不同工位、不同时段)。控制图“一片祥和”,CPK>1.33。结果客户反馈轴径配合不良,退货率飙升。复盘发现,一台关键设备的主轴存在间歇性轻微跳动(特殊原因),但由于子组是“东抽一个西抽一个”,这个跳动产生的异常数据被“稀释”到了不同子组里,在控制图上完全没体现出来!设备带病运行了一个月,直到大爆发。
如何解决?
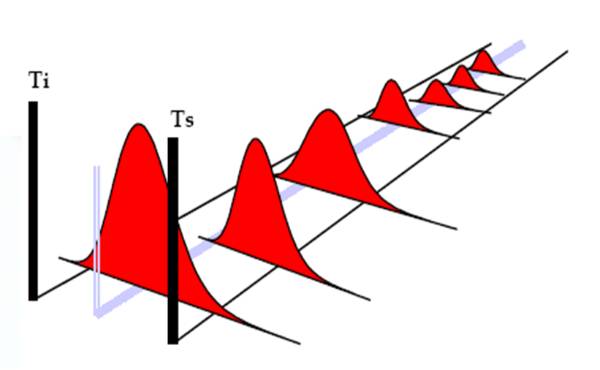
“连续生产”是铁律: 一个子组内的产品,必须来自同一批次原材料、同一台设备(或同一模具/腔体)、同一个操作工、在非常短的时间间隔内(通常几分钟到几十分钟)连续生产出来的。 目的是确保组内变异只反映过程的“瞬时”固有波动(普通原因)。
合理确定子组大小与频率: 子组大小(n)通常4-5件(兼顾统计效率和成本)。频率取决于过程稳定性,初期要密(如每半小时一组),稳定后可适当放宽。关键:频率要能捕捉到可能发生的异常! 想想你的过程多久可能出一次问题?
明确记录子组信息: 每个子组必须清晰记录生产时间、设备编号、操作工、批次号等。当控制图报警时,这些信息是快速定位问题的关键线索。
图表1:合理子群
真凶二:八项判异规则?太复杂了,只看点出界就行。(痛点:反应迟钝,异常漏报)
“纸面稳定”假象: 工程师眼睛只盯着控制限,只要点不出界,就万事大吉。殊不知,过程异常的信号早就藏在那些“看似合规”的点里了。
真相是什么? 休哈特博士发明控制图时,就定义了八项判异准则(如:连续7点上升/下降、连续14点交替上下、2/3点落在2σ-3σ区间、4/5点落在1σ-2σ区间等)。这些准则基于严密的统计学原理,能在过程均值或变异发生微小但重要的系统性漂移时,就发出早期预警。 只靠“点出界”来判异?就像只等病人休克了才叫救护车,太晚了!等你看到点出界,不良品早就流出去了。
案例: 某半导体封装厂监控焊线拉力强度。控制图用了一年多,从未有“点出界”,大家都认为过程很稳定。但客户端的早期失效率(Early Failure Rate)一直居高不下,且无明显规律。后来请外援(就是我们团队)分析历史SPC数据,应用八项判异规则一查,发现过去三个月里,多次出现“连续9点在中心线同一侧”(规则1)和“连续6点稳定上升”(规则2)的情况!这些信号都未被识别和处理。深入调查发现,是焊线机的一个关键部件存在缓慢磨损,导致拉力强度均值在几个月内极其缓慢地向下漂移,虽然还没漂出控制限,但已足够让靠近规格下限的产品比例大增,导致早期失效。
如何解决?
强制执行八项判异规则: 这不是选修课,是必修课。必须将八项规则嵌入到你的SPC系统(无论是软件还是人工看图流程)中,自动报警或标识。 别再只靠肉眼找“出界点”了。
全员培训理解规则含义: 让工程师、班组长甚至操作工理解这些规则代表什么过程异常(如:均值偏移、变异增大、周期性波动等)。知道“为什么报警”比知道“报警了”重要一百倍。
可视化辅助工具: 在控制图上用不同颜色或标记清晰标识出触发了哪项规则的点。一张图,胜过千言万语。
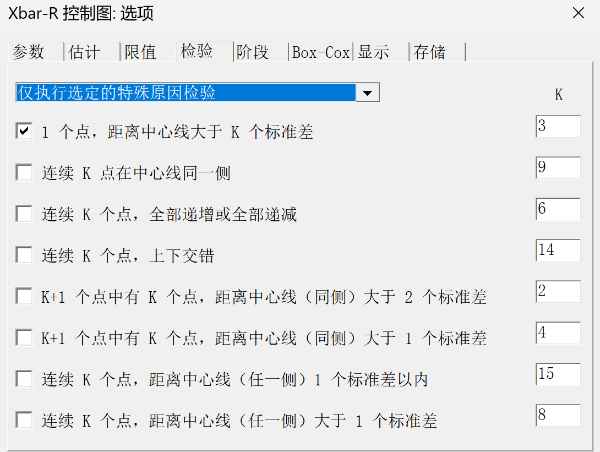
图表2:八项判异规则速查表
真凶三:报警了?哦,知道了,继续生产。(痛点:闭环缺失,预警变摆设)
“纸面稳定”假象: 控制图也报警了(可能触发了判异规则),工程师也记录了,但…然后呢?产线还在照常运转,不良品还在继续生产,直到客户投诉或内部抽检暴雷。SPC成了“狼来了”的故事,没人当真。
真相是什么? SPC不是画图游戏,它是实时过程监控和快速反应系统。控制图报警(无论是点出界还是触发判异规则),意味着过程中很可能出现了特殊原因变异。报警信号就是战斗警报。 如果不立即启动调查、找出原因、采取纠正措施并验证效果,那报警有什么意义?只报警不行动的SPC,比没有SPC更糟糕。 它浪费资源,麻痹神经,让人对真正的风险视而不见。
案例: 在某知名汽车零部件厂审核,看到一条关键机加工产线的SPC控制图做得“很规范”,图上赫然有好几个点触发了“连续7点在中心线下侧”的规则,被红圈标出。我问当班工程师:“这几个报警点,你们做了什么?” 他一脸茫然:“哦,报警了我们就标红了,然后…继续生产啊?反正产品抽检都合格。” 结果呢?一个月后,该尺寸过程均值已明显下偏,导致大批产品在客户装配线出现干涉问题,巨额索赔。
如何应对?:
建立清晰的“报警-响应-行动”闭环流程: 这不是建议,是必须!明确规定:
谁负责监控报警?(操作工?技术员?)
报警后**步做什么? (立即停线?标记可疑产品?通知谁?)
如何快速调查? (检查设备参数?材料批次?测量系统?环境?)
如何制定并实施纠正措施? (调整设备?隔离物料?)
如何验证措施有效性? (恢复生产后密切监控后续子组)
如何记录和标准化? (填写快速反应报告,更新控制计划)
管理层必须赋能和追责: 赋予一线人员必要时停线的权力。对多次报警无响应的责任人进行追责。响应速度和效果,纳入KPI考核!
定期评审报警记录与行动有效性: 周会/月会回顾SPC报警情况、根本原因分析、措施效果。持续改进这个闭环。
SPC有效运行闭环流程:
1. 收集数据画图 -> 2. 应用判异规则 -> 3. 报警?(是) -> 4. 启动快速响应流程(停线/标记/通知) -> 5. 调查分析根本原因 -> 6. 制定实施纠正措施 -> 7. 验证措施有效性(后续数据监控) -> 8. 记录&标准化 -> 回到1。
没有闭环,SPC就是昂贵的摆设。各位奋战在质量一线的兄弟们,别再抱怨SPC没用了,也别再被“纸面稳定”蒙蔽双眼。揪出真凶,让SPC真正成为你过程的“守护神”,而不是案头的“装饰品”。记住这三句话:
“子组不连续,监控变演戏。” (剿灭真凶一)
“八规不执行,异常藏得深。” (剿灭真凶二)
“报警无行动,闭环一场空。” (剿灭真凶三)
当控制图沦为打卡工具,你的产线早就在失控边缘裸奔。 让SPC回归本质,用科学的方法,守护每一件产品的质量尊严。
纸上谈兵易,落地执行难。想立即拥有《SPC防“纸面稳定”实战工具包》?内含:
子组设计黄金法则Checklist (照着做,不跑偏)
八项判异规则速查卡+典型异常模式对照图 (打印贴现场,一目了然)
SPC报警快速响应流程模板(含报告表单) (拿来即用,闭环无忧)
1个GE内部SPC救活关键产线的真实案例详解
如果你是质量总监、生产经理,苦于SPC流于形式,不良率居高不下,渴望建立真正有效的实时监控体系? 张驰咨询团队,集结前GE/特斯拉黑带专家,用25年全球标杆企业SPC落地经验,帮你打造“会预警、能闭环、真有用”的SPC系统,让不良品无处可逃,让质量成本直线下降。 一次投入,长期受益。
是时候终结“纸面稳定”的闹剧了。行动起来,让你的SPC图,真正成为过程健康的晴雨表,质量防线的守护者。
